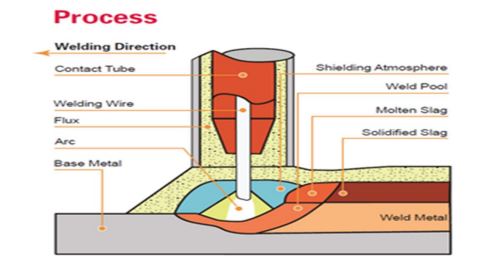
In industries and research organizations most widely used welding methods are shield metal arc welding
(SMAW), gas metal arc welding (GMAW), gas tungsten arc welding (GTAW) and submerged arc welding
(SAW). The SAW process is often preferred because it offers high production rate, high melting
efficiency, ease of automation and low operator skill requirement. This study will be very helpful for
providing the details for future work and also exhibits the effect of different welding process parameters
that affect the weld chemistry. Welding current controls the melting rates of the electrode and thereby
the weld deposition rate. It also controls the depth of penetration and thereby the extent of dilution of
the weld metal by the base metal. Too high a current causes excessive weld reinforcement which is
wasteful, and burn-through in the case of thinner plates or in badly fitted joints, which are not provided
with proper backing. While welding Speed for a given combination of welding current and voltage,
increase in the welding speed or the speed of arc travel results in lesser penetration, lesser weld
reinforcement and lower heat input per unit length of weld.
By/ Gawhar Ibraheem Khidhir